Tällä hetkellä kolmannen sukupolven puolijohteita hallitsevatpiikarbidi. Sen laitteiden kustannusrakenteessa substraatin osuus on 47 % ja epitaksin osuus 23 %. Näiden kahden osuus on noin 70 %, mikä on tärkein osapiikarbidilaitevalmistusalan ketju.
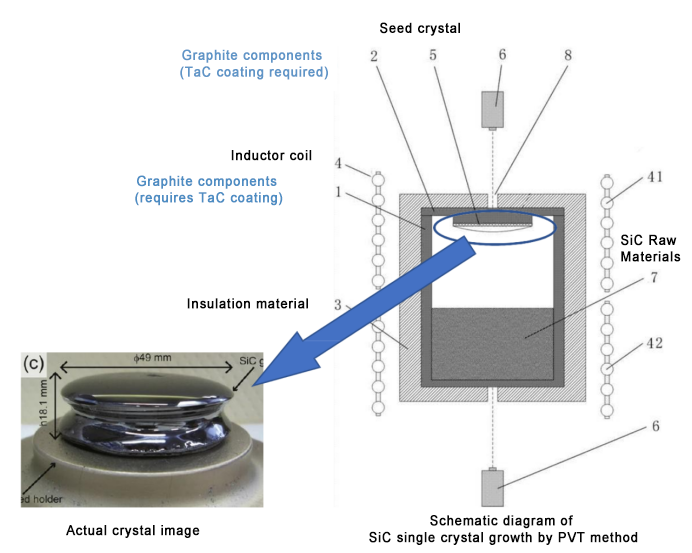
Yleisesti käytetty valmistusmenetelmäpiikarbidiYksikiteet on PVT-menetelmä (fysikaalinen höyrynkuljetus). Periaatteena on valmistaa raaka-aineet korkean lämpötilan vyöhykkeellä ja siemenkiteet suhteellisen alhaisen lämpötilan vyöhykkeellä. Raaka-aineet korkeammassa lämpötilassa hajoavat ja tuottavat suoraan kaasufaasiaineita ilman nestefaasia. Nämä kaasufaasiaineet kuljetetaan siemenkiteelle aksiaalisen lämpötilagradientin ohjaamana, ja ne ydintyvät ja kasvavat siemenkiteessä muodostaen piikarbidin yksikiteisen kiteen. Tällä hetkellä ulkomaiset yritykset, kuten Cree, II-VI, SiCrystal, Dow ja kotimaiset yritykset, kuten Tianyue Advanced, Tianke Heda ja Century Golden Core, käyttävät kaikki tätä menetelmää.
Piikarbidia on yli 200 kidemuotoa, ja vaaditun yksikidemuodon luomiseen tarvitaan erittäin tarkka ohjaus (päävirta on 4H-kidemuoto). Tianyue Advancedin esitteen mukaan yrityksen kristallisauvojen tuotot vuosina 2018-2020 ja 2021 ensimmäisellä puoliskolla olivat vastaavasti 41 %, 38,57 %, 50,73 % ja 49,90 %, ja substraattisannot olivat 72,61 %, 75,15 %,7 % ja 70,4 %. Kokonaistuotto on tällä hetkellä vain 37,7 %. Esimerkkinä yleisestä PVT-menetelmästä alhainen saanto johtuu pääasiassa seuraavista piikarbidialustan valmistuksen vaikeuksista:
1. Vaikeus lämpötilakentän ohjauksessa: SiC-kidesauvat on valmistettava korkeassa 2500 ℃:n lämpötilassa, kun taas piikiteet tarvitsevat vain 1500 ℃, joten tarvitaan erityisiä yksikideuuneja ja kasvulämpötilaa on säädettävä tarkasti tuotannon aikana , jota on erittäin vaikea hallita.
2. Hidas tuotantonopeus: Perinteisten piimateriaalien kasvunopeus on 300 mm tunnissa, mutta piikarbidin yksittäiskiteet voivat kasvaa vain 400 mikronia tunnissa, mikä on lähes 800-kertainen ero.
3. Korkeat vaatimukset hyville tuoteparametreille ja mustan laatikon saantoa on vaikea kontrolloida ajoissa: SiC-kiekkojen ydinparametreja ovat mikroputkien tiheys, dislokaatiotiheys, resistiivisyys, vääntyminen, pinnan karheus jne. Kiteen kasvuprosessin aikana tarvitaan parametrien, kuten pii-hiili-suhteen, kasvulämpötilagradientin, kiteiden kasvunopeuden ja ilmavirran paineen, tarkkaan säätelyyn. Muutoin polymorfisia sulkeumia esiintyy todennäköisesti, mikä johtaa epäpäteviin kiteisiin. Grafiittiupokkaan mustassa laatikossa on mahdotonta tarkkailla kiteen kasvutilaa reaaliajassa, ja tarvitaan erittäin tarkkaa lämpökentän ohjausta, materiaalin sovittamista ja kokemusten keräämistä.
4. Vaikeus kiteen laajenemisessa: Kaasufaasin kuljetusmenetelmässä piikarbidin kiteiden kasvun laajennustekniikka on erittäin vaikeaa. Kun kiteen koko kasvaa, sen kasvuvaikeus kasvaa eksponentiaalisesti.
5. Yleensä alhainen saanto: Alhainen saanto koostuu pääasiassa kahdesta linkistä: (1) Kidesauvan tuotto = puolijohdetason kidesauvan lähtö/(puolijohdetason kidesauvan lähtö + ei-puolijohdetason kidesauvan lähtö) × 100 %; (2) Substraatin saanto = hyväksytty substraatin tuotto/(hyväksytty substraatin tuotto + hyväksymätön substraatin tuotanto) × 100 %.
Valmistettaessa korkea laatu ja korkea tuottopiikarbidisubstraatit, ydin tarvitsee parempia lämpökenttämateriaaleja valvoakseen tarkasti tuotantolämpötilaa. Tällä hetkellä käytetyt lämpökenttäupokassarjat ovat pääasiassa erittäin puhtaita grafiittirakenneosia, joita käytetään hiilijauheen ja piijauheen lämmittämiseen ja sulattamiseen ja lämpimänä pitämiseen. Grafiittimateriaalien ominaisuudet ovat korkea ominaislujuus ja ominaismoduuli, hyvä lämpöiskun kestävyys ja korroosionkestävyys, mutta niillä on haittoja, että ne hapettuvat helposti korkean lämpötilan happiympäristöissä, eivät kestä ammoniakkia ja heikentävät naarmuuntumista. Piikarbidin yksikiteiden kasvuprosessissa japiikarbidi-epitaksiaaltolevyTuotannossa on vaikea täyttää ihmisten yhä tiukentuvia vaatimuksia grafiittimateriaalien käytölle, mikä rajoittaa vakavasti sen kehittämistä ja käytännön soveltamista. Siksi korkean lämpötilan pinnoitteita, kuten tantaalikarbidia, on alkanut ilmaantua.
2. OminaisuudetTantaalikarbidipinnoite
TaC-keraamin sulamispiste on jopa 3880 ℃, korkea kovuus (Mohsin kovuus 9-10), suuri lämmönjohtavuus (22W·m-1·K−1), suuri taivutuslujuus (340-400 MPa) ja pieni lämpölaajeneminen kerroin (6,6×10−6K−1), ja sillä on erinomainen termokemiallinen stabiilius ja erinomaiset fysikaaliset ominaisuudet. Sillä on hyvä kemiallinen yhteensopivuus ja mekaaninen yhteensopivuus grafiitti- ja C/C-komposiittimateriaalien kanssa. Siksi TaC-pinnoitetta käytetään laajalti ilmailun lämpösuojauksessa, yksikiteiden kasvussa, energiaelektroniikassa ja lääketieteellisissä laitteissa.
TaC-pinnoitettugrafiitilla on parempi kemiallinen korroosionkestävyys kuin paljaalla grafiitilla tai piikarbidilla päällystetyllä grafiitilla, sitä voidaan käyttää vakaasti korkeissa 2600°:n lämpötiloissa, eikä se reagoi monien metallielementtien kanssa. Se on paras pinnoite kolmannen sukupolven puolijohteiden yksikidekasvatus- ja kiekkojen syövytysskenaarioissa. Se voi merkittävästi parantaa lämpötilan ja epäpuhtauksien hallintaa prosessissa ja valmistuksessakorkealaatuiset piikarbidikiekotja liittyvätepitaksiaaliset kiekot. Se soveltuu erityisen hyvin GaN- tai AlN-yksikiteiden kasvattamiseen MOCVD-laitteistolla ja SiC-yksikiteiden kasvattamiseen PVT-laitteistolla, ja kasvatettujen yksittäiskiteiden laatu paranee merkittävästi.
III. Tantaalikarbidilla päällystettyjen laitteiden edut
Tantaalikarbidi TaC -pinnoitteen käyttö voi ratkaista kiteen reunavirheiden ongelman ja parantaa kiteen kasvun laatua. Se on yksi teknisistä ydinsuunnista "kasvaa nopeasti, kasvaa paksuksi ja kasvaa pitkäksi". Teollisuustutkimukset ovat myös osoittaneet, että tantaalikarbidilla päällystetty grafiittiupokas voi saavuttaa tasaisemman lämmityksen, mikä tarjoaa erinomaisen prosessinhallinnan piikarbidin yksikiteiden kasvulle, mikä vähentää merkittävästi monikiteisen muodostumisen todennäköisyyttä piikarbidikiteiden reunalla. Lisäksi tantaalikarbidigrafiittipinnoitteella on kaksi suurta etua:
(I) Piikarbidivirheiden vähentäminen
SiC-yksikidevirheiden hallinnassa on yleensä kolme tärkeää tapaa. Kasvuparametrien ja korkealaatuisten lähdemateriaalien (kuten piikarbidijauheen) optimoinnin lisäksi tantaalikarbidilla päällystetyllä grafiittiupokkaalla voidaan saavuttaa myös hyvä kidelaatu.
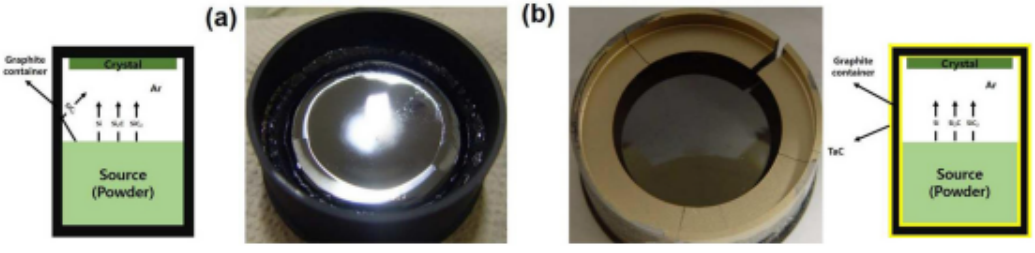
Kaaviokaavio tavanomaisesta grafiittiupokkaasta (a) ja TAC-pinnoitetusta upokkaasta (b)
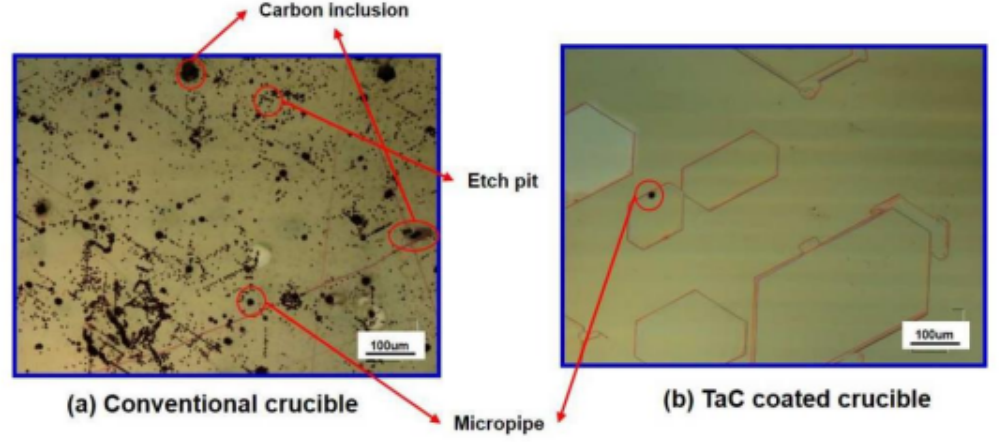
Itä-Euroopan yliopiston Koreassa tekemän tutkimuksen mukaan piikarbidikiteiden kasvun pääepäpuhtaus on typpi, ja tantaalikarbidilla päällystetyt grafiittiupokkaat voivat tehokkaasti rajoittaa piikarbidikiteiden typen sitoutumista vähentäen siten vikojen, kuten mikroputkien, syntymistä ja parantaen kiteiden laatua. laatu. Tutkimukset ovat osoittaneet, että samoissa olosuhteissa perinteisissä grafiittiupokaisissa kasvatettujen piikarbidikiekkojen kantoainepitoisuudet ovat noin 4,5×1017/cm ja TAC-päällystetyissä upokkaissa 7,6×1015/cm.
Perinteisissä grafiittiupokkaissa (a) ja TAC-päällystetyissä upokkaissa (b) kasvatettujen piikarbidikiteiden vikojen vertailu
(II) Grafiittiupokkaiden käyttöiän parantaminen
Tällä hetkellä piikarbidikiteiden hinta on pysynyt korkeana, josta grafiitin kulutusosien osuus on noin 30 %. Avain grafiittimateriaalien kustannusten alentamiseen on pidentää niiden käyttöikää. Brittiläisen tutkimusryhmän tietojen mukaan tantaalikarbidipinnoitteet voivat pidentää grafiittikomponenttien käyttöikää 30-50 %. Tämän laskelman mukaan vain tantaalikarbidilla päällystetyn grafiitin vaihtaminen voi alentaa piikarbidikiteiden kustannuksia 9-15 %.
4. Tantaalikarbidipinnoitteen valmistusprosessi
TaC-pinnoitteen valmistusmenetelmät voidaan jakaa kolmeen kategoriaan: kiinteäfaasimenetelmä, nestefaasimenetelmä ja kaasufaasimenetelmä. Kiinteäfaasimenetelmä sisältää pääasiassa pelkistysmenetelmän ja kemiallisen menetelmän; nestefaasimenetelmä sisältää sulasuolamenetelmän, sooli-geelimenetelmän (Sol-Gel), slurry-sintrausmenetelmän, plasmaruiskutusmenetelmän; kaasufaasimenetelmään kuuluu kemiallinen höyrypinnoitus (CVD), kemiallinen höyryinfiltraatio (CVI) ja fyysinen höyrypinnoitus (PVD). Eri menetelmillä on omat etunsa ja haittansa. Niistä CVD on suhteellisen kypsä ja laajalti käytetty menetelmä TaC-pinnoitteiden valmistukseen. Prosessin jatkuvan parantamisen myötä on kehitetty uusia prosesseja, kuten kuumalankakemiallinen höyrypinnoitus ja ionisuihkuavusteinen kemiallinen höyrypinnoitus.
TaC-pinnoitemuunneltuja hiilipohjaisia materiaaleja ovat pääasiassa grafiitti, hiilikuitu ja hiili/hiili-komposiittimateriaalit. TaC-pinnoitteiden valmistusmenetelmiä grafiitille ovat plasmaruiskutus, CVD, lietteen sintraus jne.
CVD-menetelmän edut: TaC-pinnoitteiden valmistuksen CVD-menetelmä perustuu tantaalihalogenidiin (TaX5) tantaalilähteenä ja hiilivetyyn (CnHm) hiilen lähteenä. Tietyissä olosuhteissa ne hajoavat Ta:ksi ja C:ksi, ja reagoivat sitten keskenään, jolloin saadaan TaC-pinnoitteita. CVD-menetelmä voidaan toteuttaa alemmassa lämpötilassa, jolloin voidaan välttyä jossain määrin korkean lämpötilan valmistuksesta tai pinnoitteiden käsittelystä aiheutuvat viat ja heikentyneet mekaaniset ominaisuudet. Pinnoitteen koostumus ja rakenne ovat säädeltävissä, ja sen etuna on korkea puhtaus, suuri tiheys ja tasainen paksuus. Vielä tärkeämpää on, että CVD:llä valmistettujen TaC-pinnoitteiden koostumus ja rakenne voidaan suunnitella ja ohjata helposti. Se on suhteellisen kypsä ja laajalti käytetty menetelmä korkealaatuisten TaC-pinnoitteiden valmistukseen.
Prosessin keskeisiä vaikuttavia tekijöitä ovat:
A. Kaasun virtausnopeus (tantaalilähde, hiilivetykaasu hiilen lähteenä, kantokaasu, laimennuskaasu Ar2, pelkistävä kaasu H2): Kaasun virtausnopeuden muutoksella on suuri vaikutus lämpötilakenttään, painekenttään ja kaasun virtauskenttään reaktiokammioon, mikä johtaa muutoksiin pinnoitteen koostumuksessa, rakenteessa ja suorituskyvyssä. Ar-virtausnopeuden lisääminen hidastaa pinnoitteen kasvunopeutta ja pienentää raekokoa, kun taas TaCl5:n, H2:n ja C3H6:n moolimassasuhde vaikuttaa päällystekoostumukseen. H2:n ja TaCl5:n moolisuhde on (15-20):1, mikä on sopivampi. TaCl5:n ja C3H6:n moolisuhde on teoreettisesti lähellä 3:1. Liiallinen TaCl5 tai C3H6 aiheuttaa Ta2C:n tai vapaan hiilen muodostumista, mikä vaikuttaa kiekon laatuun.
B. Saostuslämpötila: Mitä korkeampi saostuslämpötila, sitä nopeampi saostusnopeus, sitä suurempi raekoko ja sitä karkeampi pinnoite. Lisäksi hiilivetyjen C:ksi ja TaCl5:n hajoamisen Ta:ksi lämpötila ja nopeus ovat erilaisia, ja Ta ja C muodostavat todennäköisemmin Ta2C:tä. Lämpötilalla on suuri vaikutus TaC-pinnoitemuunneltuihin hiilimateriaaleihin. Saostuslämpötilan noustessa kerrostumisnopeus kasvaa, hiukkaskoko kasvaa ja hiukkasten muoto muuttuu pallomaisesta monitahoiseksi. Lisäksi mitä korkeampi saostuslämpötila, sitä nopeammin TaCl5 hajoaa, mitä vähemmän vapaata C:tä on, sitä suurempi on pinnoitteen jännitys ja halkeamia syntyy helposti. Alhainen saostuslämpötila johtaa kuitenkin alhaisempaan pinnoitustehokkuuteen, pidempään pinnoitusaikaan ja korkeampiin raaka-ainekustannuksiin.
C. Saostuspaine: Saostuspaine liittyy läheisesti materiaalin pinnan vapaaseen energiaan ja vaikuttaa kaasun viipymäaikaan reaktiokammiossa, mikä vaikuttaa pinnoitteen ytimen muodostumisnopeuteen ja hiukkaskokoon. Saostuspaineen kasvaessa kaasun viipymäaika pitenee, reagoivilla aineilla on enemmän aikaa käydä läpi ydintymisreaktioita, reaktionopeus kasvaa, hiukkaset kasvavat ja pinnoite paksunee; päinvastoin, kun saostuspaine pienenee, reaktiokaasun viipymäaika on lyhyt, reaktionopeus hidastuu, hiukkaset pienenevät ja pinnoite on ohuempi, mutta saostuspaineella on vain vähän vaikutusta pinnoitteen kiderakenteeseen ja koostumukseen.
V. Tantaalikarbidipinnoitteen kehityssuuntaus
TaC:n lämpölaajenemiskerroin (6,6×10−6K−1) poikkeaa jonkin verran hiilipohjaisten materiaalien, kuten grafiitin, hiilikuidun ja C/C-komposiittimateriaalien, lämpölaajenemiskerroin, mikä tekee yksivaiheisista TaC-pinnoitteista alttiita halkeilulle ja putoaminen. TaC-pinnoitteiden ablaatio- ja hapettumiskestävyyden, korkean lämpötilan mekaanisen stabiilisuuden ja korkean lämpötilan kemiallisen korroosionkestävyyden parantamiseksi edelleen tutkijat ovat tehneet tutkimusta pinnoitusjärjestelmistä, kuten komposiittipinnoitusjärjestelmistä, kiinteillä liuoksilla tehostetuista pinnoitejärjestelmistä ja gradienttijärjestelmistä. pinnoitusjärjestelmät.
Komposiittipinnoitusjärjestelmän tarkoituksena on sulkea yksittäisen pinnoitteen halkeamat. Tavallisesti muita pinnoitteita lisätään TaC:n pintaan tai sisäkerrokseen komposiittipinnoitusjärjestelmän muodostamiseksi; kiinteää liuosta vahvistavalla pinnoitejärjestelmällä HfC, ZrC jne. on sama pintakeskeinen kuutiorakenne kuin TaC:llä, ja nämä kaksi karbidia voivat olla rajattomasti liukenevia toisiinsa muodostaen kiinteän liuosrakenteen. Hf(Ta)C-pinnoite on halkeamaton ja tarttuu hyvin C/C-komposiittimateriaaliin. Pinnoitteella on erinomainen anti-ablaatiokyky; gradienttipinnoitusjärjestelmän gradienttipinnoite viittaa pinnoitekomponentin pitoisuuteen sen paksuussuunnassa. Rakenne voi vähentää sisäistä jännitystä, parantaa lämpölaajenemiskertoimien yhteensopimattomuutta ja välttää halkeamia.
(II) Tantaalikarbidipinnoituslaitteet
QYR:n (Hengzhou Bozhi) tilastojen ja ennusteiden mukaan maailmanlaajuinen tantaalikarbidipinnoitemarkkinoiden myynti vuonna 2021 oli 1,5986 miljoonaa US$ (ilman Creen itse valmistamia ja itse toimittamia tantaalikarbidipinnoituslaitteita), ja se on vielä alkuvaiheessa. teollisuuden kehitysvaiheita.
1. Kiteen kasvattamiseen tarvittavat kristallin paisuntarenkaat ja upokkaat: 200 kiteen kasvatusuuniin yritystä kohden laskettuna 30 kiteen kasvuyrityksen tarvitsemien TaC-pinnoitettujen laitteiden markkinaosuus on noin 4,7 miljardia yuania.
2. TaC-tarjottimet: Jokaiselle alustalle mahtuu 3 kiekkoa, jokaista alustaa voidaan käyttää 1 kuukauden ajan, ja 1 alusta kuluu jokaista 100 kiekkoa kohden. 3 miljoonaa kiekkoa vaativat 30 000 TaC-alusta, jokainen alusta on noin 20 000 kappaletta ja noin 600 miljoonaa tarvitaan vuosittain.
3. Muut hiilidioksidin vähentämisskenaariot. Kuten korkean lämpötilan uunin vuori, CVD-suutin, uunin putket jne., noin 100 miljoonaa euroa.
Postitusaika: 02.07.2024