Yleiskatsaus puolijohdeprosessiin
Puolijohdeprosessi sisältää ensisijaisesti mikrovalmistus- ja kalvotekniikoiden soveltamisen sirujen ja muiden elementtien, kuten alustojen ja kehysten, yhdistämiseksi täysin eri alueilla. Tämä helpottaa lyijyliittimien irrottamista ja kapseloimista muoviseen eristysväliaineeseen integroidun kokonaisuuden muodostamiseksi, joka esitetään kolmiulotteisena rakenteena ja viimeistelee lopulta puolijohteiden pakkausprosessin. Puolijohdeprosessin käsite liittyy myös puolijohdesirupakkauksen kapeaan määritelmään. Laajemmasta näkökulmasta se viittaa pakkaussuunnitteluun, joka sisältää liittämisen ja kiinnittämisen alustaan, vastaavien elektronisten laitteiden konfiguroinnin ja täydellisen järjestelmän rakentamisen vahvalla kokonaissuorituskyvyllä.
Semiconductor Packaging Process Flow
Puolijohteiden pakkausprosessi sisältää useita tehtäviä, kuten kuvassa 1 on havainnollistettu. Jokaisella prosessilla on erityisiä vaatimuksia ja niihin läheisesti liittyviä työnkulkuja, jotka vaativat yksityiskohtaista analyysiä käytännön vaiheessa. Tarkka sisältö on seuraava:
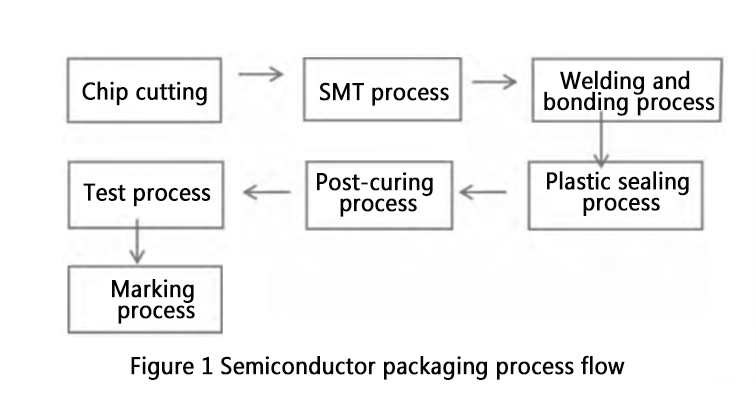
1. Lastujen leikkaaminen
Puolijohdepakkausprosessissa sirujen leikkaamiseen kuuluu piikiekkojen viipalointi yksittäisiksi siruiksi ja piijätteen nopea poistaminen myöhemmän työn ja laadunvalvonnan esteiden estämiseksi.
2. Sirujen kiinnitys
Sirun asennusprosessi keskittyy piirien vaurioitumisen välttämiseen kiekkojen hionnan aikana levittämällä suojakalvokerros, joka korostaa johdonmukaisesti piirin eheyttä.
3. Langan liimausprosessi
Lankojen liitosprosessin laadun hallintaan kuuluu erityyppisten kultalankojen käyttäminen sirun sidostyynyjen yhdistämiseen runkotyynyihin, jotta siru voidaan yhdistää ulkoisiin piireihin ja prosessin yleinen eheys säilyy. Tyypillisesti käytetään seostettuja kultalankoja ja seostettuja kultalankoja.
Seostetut kultalangat: Tyyppejä ovat GS, GW ja TS, jotka sopivat korkeakaarelle (GS: >250 μm), keskikorkealle kaarelle (GW: 200-300 μm) ja keskimatalalle kaarelle (TS: 100-200). μm) sidos.
Seostetut kultalangat: Tyyppejä ovat AG2 ja AG3, jotka sopivat matalakaareiseen liimaukseen (70-100 μm).
Näiden johtojen halkaisijavaihtoehdot ovat 0,013 mm - 0,070 mm. Sopivan tyypin ja halkaisijan valinta käyttövaatimusten ja standardien perusteella on ratkaisevan tärkeää laadunvalvonnan kannalta.
4. Muovausprosessi
Muovauselementtien päävirtapiiriin kuuluu kapselointi. Muovausprosessin laadun hallinta suojaa komponentteja erityisesti ulkoisilta voimilta, jotka aiheuttavat eriasteisia vaurioita. Tämä edellyttää komponenttien fysikaalisten ominaisuuksien perusteellista analysointia.
Tällä hetkellä käytössä on kolme päämenetelmää: keraaminen pakkaus, muovipakkaus ja perinteinen pakkaus. Kunkin pakkaustyypin osuuden hallinta on ratkaisevan tärkeää maailmanlaajuisten lastutuotannon vaatimusten täyttämiseksi. Prosessin aikana vaaditaan kattavia kykyjä, kuten lastun ja lyijykehyksen esilämmitys ennen kapselointia epoksihartsilla, muovaus ja muotin jälkeinen kovetus.
5. Jälkikovetusprosessi
Muovausprosessin jälkeen tarvitaan jälkikovetuskäsittely, jossa keskitytään ylimääräisten materiaalien poistamiseen prosessin tai pakkauksen ympäriltä. Laadunvalvonta on olennaista, jotta vältytään vaikuttamasta prosessin yleiseen laatuun ja ulkonäköön.
6. Testausprosessi
Kun aiemmat prosessit on saatu päätökseen, prosessin yleinen laatu on testattava edistyneillä testaustekniikoilla ja -laitteistoilla. Tämä vaihe sisältää yksityiskohtaisen tietojen tallentamisen keskittyen siihen, toimiiko siru normaalisti sen suorituskykytason perusteella. Testauslaitteiden korkeat kustannukset huomioon ottaen on ratkaisevan tärkeää ylläpitää laadunvalvontaa koko tuotantovaiheessa, mukaan lukien silmämääräinen tarkastus ja sähköisen suorituskyvyn testaus.
Sähköisen suorituskyvyn testaus: Tämä sisältää integroitujen piirien testaamisen automaattisilla testauslaitteilla ja sen varmistamisen, että jokainen piiri on kytketty oikein sähkötestausta varten.
Silmämääräinen tarkastus: Teknikot tarkastavat mikroskoopilla perusteellisesti valmiit pakatut sirut varmistaakseen, että niissä ei ole vikoja ja että ne täyttävät puolijohdepakkausten laatustandardit.
7. Merkintäprosessi
Merkintäprosessissa testatut lastut siirretään puolivalmisteiseen varastoon loppukäsittelyä, laaduntarkastusta, pakkaamista ja lähetystä varten. Tämä prosessi sisältää kolme päävaihetta:
1) Galvanointi: Johtojen muodostamisen jälkeen levitetään korroosionestomateriaalia hapettumisen ja korroosion estämiseksi. Galvanointipinnoitustekniikkaa käytetään tyypillisesti, koska useimmat johdot on valmistettu tinasta.
2) Taivutus: Käsitellyt johtimet muotoillaan sitten integroidun piirin liuskalla lyijynmuodostustyökalussa ohjaten johdon muotoa (J- tai L-tyyppi) ja pinta-asennettu pakkaus.
3) Lasertulostus: Lopuksi muotoiltuihin tuotteisiin painetaan kuvio, joka toimii erityisenä merkkinä puolijohteiden pakkausprosessissa, kuten kuvassa 3 on esitetty.
Haasteet ja suositukset
Puolijohdepakkausprosessien tutkimus alkaa puolijohdeteknologian yleiskatsauksella sen periaatteiden ymmärtämiseksi. Seuraavaksi pakkausprosessin kulkua tarkasteltaessa pyritään varmistamaan huolellinen valvonta toiminnan aikana ja käyttämällä hienostunutta hallintaa rutiiniongelmien välttämiseksi. Nykyaikaisessa kehityksessä puolijohdepakkausprosessien haasteiden tunnistaminen on välttämätöntä. On suositeltavaa keskittyä laadunvalvontanäkökohtiin ja hallita avainkohdat perusteellisesti prosessin laadun parantamiseksi.
Laadunvalvonnan näkökulmasta tarkasteltuna käyttöönoton aikana on merkittäviä haasteita, jotka johtuvat lukuisista prosesseista, joilla on omat sisältönsä ja vaatimukset, jotka kukin vaikuttavat toisiinsa. Käytännön toiminnassa tarvitaan tiukkaa valvontaa. Omaksumalla huolellinen työasenne ja soveltamalla edistyneitä tekniikoita voidaan parantaa puolijohdepakkausprosessin laatua ja teknistä tasoa, mikä varmistaa kokonaisvaltaisen sovelluksen tehokkuuden ja saavuttaa erinomaisia kokonaishyötyjä (kuten kuva 3).
Postitusaika: 22.5.2024