Tutkimus puolijohteen suulakkeestaliimausprosessi, mukaan lukien liimaliitosprosessi, eutektinen liimausprosessi, pehmeä juotosliitosprosessi, hopean sintrausliitosprosessi, kuumapuristusliitosprosessi, flip chip -sidontaprosessi. Puolijohdeliitoslaitteiden tyypit ja tärkeät tekniset indikaattorit esitellään, kehitystilanne analysoidaan ja kehityssuuntaa tarkastellaan.
1 Puolijohdeteollisuuden ja pakkausten yleiskatsaus
Puolijohdeteollisuus sisältää erityisesti puolijohdemateriaalit ja -laitteet, puolijohteiden valmistuksen ja loppupään sovellukset. kotimaani puolijohdeteollisuus alkoi myöhään, mutta lähes kymmenen vuoden nopean kehityksen jälkeen maastani on tullut maailman suurin puolijohdetuotteiden kuluttajamarkkinat ja maailman suurimmat puolijohdelaitteiden markkinat. Puolijohdeteollisuus on kehittynyt nopeasti yhden sukupolven laite-, yhden sukupolven prosessi- ja yhden tuotesukupolven muodossa. Puolijohdeprosessien ja -laitteiden tutkimus on alan jatkuvan kehityksen ydinvoima ja tae puolijohdetuotteiden teollistumiselle ja massatuotannolle.
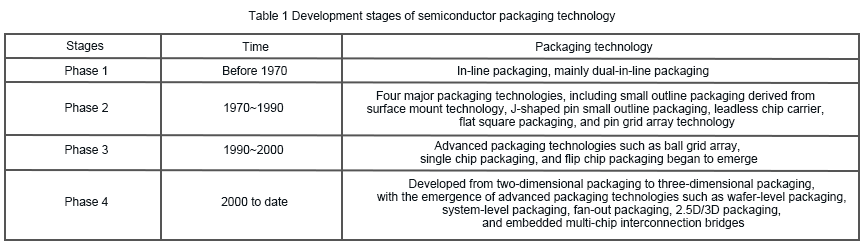
Puolijohdepakkaustekniikan kehityshistoria on sirun suorituskyvyn jatkuvan parantamisen ja järjestelmien jatkuvan miniatyrisoinnin historiaa. Pakkausteknologian sisäinen liikkeellepaneva voima on kehittynyt huippuluokan älypuhelimista sellaisille aloille kuin suorituskykyinen tietojenkäsittely ja tekoäly. Puolijohdepakkaustekniikan kehityksen neljä vaihetta on esitetty taulukossa 1.
Puolijohdelitografiaprosessin solmujen siirtyessä kohti 10 nm, 7 nm, 5 nm, 3 nm ja 2 nm T&K- ja tuotantokustannukset jatkavat nousuaan, tuottoaste laskee ja Mooren laki hidastuu. Teollisuuden kehityssuuntien näkökulmasta, jota tällä hetkellä rajoittavat transistorin tiheyden fyysiset rajoitukset ja valtava valmistuskustannusten nousu, pakkaus kehittyy miniatyrisoinnin, suuren tiheyden, korkean suorituskyvyn, suuren nopeuden, korkean taajuuden ja korkean integroinnin suuntaan. Puolijohdeteollisuus on siirtynyt Mooren jälkeiseen aikakauteen, ja kehittyneet prosessit eivät ole enää keskittyneet vain kiekkojen valmistusteknologian solmujen kehittämiseen, vaan vähitellen siirtymässä edistyneeseen pakkaustekniikkaan. Edistyksellinen pakkaustekniikka ei vain voi parantaa toimintoja ja lisätä tuotteen arvoa, vaan myös vähentää tehokkaasti valmistuskustannuksia, ja siitä tulee tärkeä tie Mooren lain jatkamiseen. Toisaalta ydinhiukkasteknologiaa käytetään monimutkaisten järjestelmien jakamiseen useiksi pakkaustekniikoiksi, jotka voidaan pakata heterogeenisiin ja heterogeenisiin pakkauksiin. Toisaalta integroidulla järjestelmätekniikalla integroidaan eri materiaaleista ja rakenteista valmistettuja laitteita, jolla on ainutlaatuisia toiminnallisia etuja. Useiden eri materiaaleista valmistettujen toimintojen ja laitteiden integrointi toteutetaan mikroelektroniikkateknologiaa käyttäen ja kehitystä integroiduista piireistä integroituihin järjestelmiin.
Puolijohdepakkaus on lähtökohta sirujen tuotteistamiselle ja silta sirun sisäisen maailman ja ulkoisen järjestelmän välillä. Tällä hetkellä lisäksi perinteisen puolijohteiden pakkaus-ja testausyritykset, puolijohdevohvelivalimot, puolijohdesuunnitteluyritykset ja integroitujen komponenttien yritykset kehittävät aktiivisesti edistyksellisiä pakkaustekniikoita tai niihin liittyviä keskeisiä pakkaustekniikoita.
Perinteisen pakkaustekniikan pääprosessit ovatvohveliohentaminen, leikkaus, stanssaus, lankojen liimaus, muovitiivistys, galvanointi, rivan leikkaaminen ja muovaus jne. Muistiliitosprosessi on yksi monimutkaisimmista ja kriittisimmistä pakkausprosesseista, ja stanssausprosessilaitteet ovat myös yksi puolijohdepakkausten kriittisin ydinlaitteisto ja yksi markkina-arvoltaan korkeimpia pakkauslaitteita. Vaikka edistynyt pakkaustekniikka käyttää etupään prosesseja, kuten litografiaa, etsausta, metallointia ja tasoitusta, tärkein pakkausprosessi on edelleen stanssausprosessi.
2 Puolijohteiden liimausprosessi
2.1 Yleiskatsaus
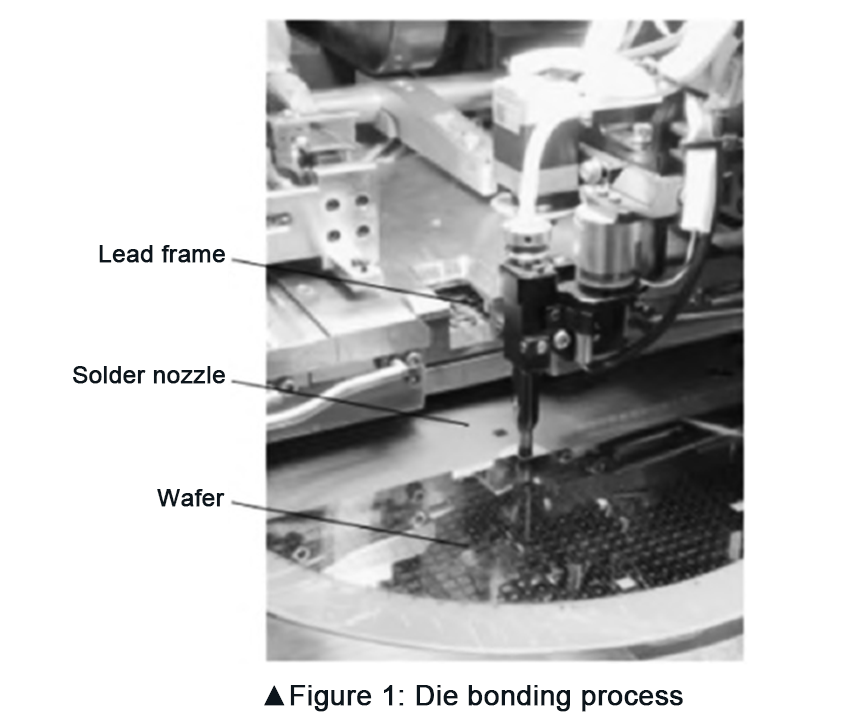
Muottiliitosprosessia kutsutaan myös lastun lataamiseksi, ytimien lataamiseksi, stanssaukseksi, lastujen liitosprosessiksi jne. Muistiliitosprosessi on esitetty kuvassa 1. Yleisesti ottaen meistiliittäminen tarkoittaa lastun poimimista kiekosta hitsauspään avulla. imusuutin tyhjiöllä ja aseta se lyijykehyksen tai pakkausalustan määrätylle tyynyalueelle visuaalisen ohjauksen alaisena siten, että siru ja tyyny ovat liimattu ja kiinteä. Suulakeliitosprosessin laatu ja tehokkuus vaikuttavat suoraan myöhemmän lankaliitoksen laatuun ja tehokkuuteen, joten meistiliitos on yksi puolijohteiden taustaprosessin avaintekniikoista.
Eri puolijohdetuotteiden pakkausprosesseja varten on tällä hetkellä kuusi pääpuristusprosessitekniikkaa, nimittäin liimaus, eutektinen sidos, pehmeä juotossidonta, hopeasintraus, kuumapuristusliitos ja flip-chip -sidonta. Hyvän lastun sidoksen saavuttamiseksi on välttämätöntä saada stanssausprosessin keskeiset prosessielementit toimimaan yhdessä, mukaan lukien pääasiassa muottiliitosmateriaalit, lämpötila, aika, paine ja muut elementit.
2. 2 Liimausprosessi
Liimausliimauksen aikana tietty määrä liimaa on levitettävä lyijykehykselle tai pakkauksen alustalle ennen sirun asettamista, ja sitten stanssauspää poimii sirun, ja konenäköohjauksen avulla siru asetetaan tarkasti liimaukseen. liimalla päällystetyn lyijykehyksen tai pakkaussubstraatin sijainti ja tietty sidosvoima kohdistetaan siruun muottiliitoskoneen pään kautta, jolloin muodostuu liimakerros sirun ja lyijykehyksen tai pakkausalustan väliin, jotta saavutetaan sirun liimauksen, asennuksen ja kiinnittämisen tarkoitus. Tätä liimausprosessia kutsutaan myös liimausprosessiksi, koska liima on levitettävä muottien liimauskoneen eteen.
Yleisesti käytettyjä liimoja ovat puolijohdemateriaalit, kuten epoksihartsi ja johtava hopeatahna. Liimaliitos on laajimmin käytetty puolijohdesirujen liimausprosessi, koska prosessi on suhteellisen yksinkertainen, kustannukset ovat alhaiset ja erilaisia materiaaleja voidaan käyttää.
2.3 Eutektinen sidosprosessi
Eutektisen sidoksen aikana eutektista sidosmateriaalia levitetään yleensä valmiiksi sirun tai lyijykehyksen pohjalle. Eutektinen sidoslaitteisto poimii sirun ja konenäköjärjestelmä ohjaa sitä sijoittamaan sirun tarkasti vastaavaan johtokehyksen sidoskohtaan. Siru ja lyijykehys muodostavat eutektisen sidosrajapinnan sirun ja pakkauksen substraatin välille kuumentamisen ja paineen yhteisvaikutuksen alaisena. Eutektista sidosprosessia käytetään usein lyijykehyksen ja keraamisen alustan pakkauksissa.
Eutektiset sidosmateriaalit sekoitetaan yleensä kahden materiaalin kanssa tietyssä lämpötilassa. Yleisesti käytettyjä materiaaleja ovat kulta ja tina, kulta ja silikoni jne. Käytettäessä eutektista sidosprosessia telaketjun siirtomoduuli, jossa lyijykehys sijaitsee, esilämmittää rungon. Avain eutektisen sidosprosessin toteuttamiseen on, että eutektinen sidosmateriaali voi sulaa lämpötilassa, joka on paljon alle kahden ainesosan sulamispisteen muodostaen sidoksen. Jotta runko ei hapettu eutektisen sidosprosessin aikana, eutektisessa sidosprosessissa käytetään usein myös suojakaasuja, kuten vedyn ja typen sekoitettua kaasua, syötettäväksi telaan lyijyrungon suojaamiseksi.
2. 4 Pehmeä juotosliitosprosessi
Pehmeäjuotteen liimauksessa ennen sirun asettamista johtorungon liimauskohta tinataan ja puristetaan tai kaksoistinataan, ja lyijyrunkoa on lämmitettävä radassa. Pehmeän juotosliitosprosessin etuna on hyvä lämmönjohtavuus, ja haittana on, että se on helppo hapettaa ja prosessi on suhteellisen monimutkainen. Se soveltuu teholaitteiden lyijyrunkopakkauksiin, kuten transistorin ääriviivapakkauksiin.
2. 5 Hopean sintrausliimausprosessi
Lupaavin nykyisen kolmannen sukupolven tehopuolijohdesirun liimausprosessi on metallihiukkasten sintrausteknologian käyttö, joka sekoittaa johtavaan liimaan liittämisestä vastaavia polymeerejä, kuten epoksihartsia. Sillä on erinomainen sähkönjohtavuus, lämmönjohtavuus ja korkean lämpötilan käyttöominaisuudet. Se on myös keskeinen teknologia kolmannen sukupolven puolijohdepakkausten uusille läpimurroille viime vuosina.
2.6 Lämpöpuristusliitosprosessi
Korkean suorituskyvyn kolmiulotteisten integroitujen piirien pakkaussovelluksessa puolijohdeyhtiö Intel on käynnistänyt lämpöpuristusliitosprosessin edistyneille pienivälisille liitossovelluksille, koska sirujen yhteenliitäntöjen sisään-/ulostuloväliä, iskujen kokoa ja jakoväliä pienennetään jatkuvasti. törmäyslastuja, joiden jako on 40–50 μm tai jopa 10 μm. Lämpöpuristusliitosprosessi soveltuu lastu-kiekko- ja lastu-alusta-sovelluksiin. Nopeana monivaiheisena prosessina lämpöpuristusliitosprosessi kohtaa haasteita prosessin hallintaan liittyvissä kysymyksissä, kuten epätasainen lämpötila ja pienen juotteen hallitsematon sulaminen. Lämpöpuristusliitoksen aikana lämpötilan, paineen, asennon jne. on täytettävä tarkat ohjausvaatimukset.
2.7 Flip chip -liitosprosessi
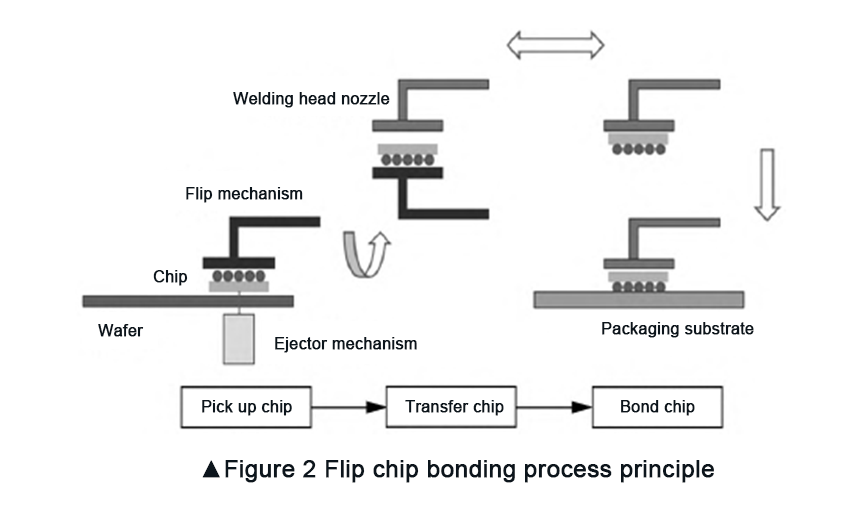
Flip chip -sidontaprosessin periaate on esitetty kuvassa 2. Flip-mekanismi poimii sirun kiekosta ja kääntää sitä 180° siirtääkseen sirun. Juotospään suutin poimii sirun kääntömekanismista ja sirun iskusuunta on alaspäin. Kun hitsauspään suutin on siirtynyt pakkausalustan päälle, se liikkuu alaspäin kiinnittääkseen ja kiinnittääkseen sirun pakkausalustaan.
Flip chip -pakkaus on edistynyt sirujen yhdistämistekniikka, ja siitä on tullut edistyneen pakkaustekniikan tärkein kehityssuunta. Sillä on korkea tiheys, korkea suorituskyky, ohut ja lyhyt, ja se voi täyttää kulutuselektroniikkatuotteiden, kuten älypuhelimien ja tablettien, kehitysvaatimukset. Flip chip -sidontaprosessi pienentää pakkauskustannuksia ja voi toteuttaa pinotut lastut ja kolmiulotteiset pakkaukset. Sitä käytetään laajasti pakkausteknologian aloilla, kuten 2,5D/3D-integroiduissa pakkauksissa, kiekkotason pakkauksissa ja järjestelmätason pakkauksissa. Flip chip -sidontaprosessi on laajimmin käytetty ja laajimmin käytetty kiinteä suulakeliitosprosessi edistyneessä pakkaustekniikassa.
Postitusaika: 18.11.2024