Yksi yleiskatsaus
Integroitujen piirien valmistusprosessissa fotolitografia on ydinprosessi, joka määrittää integroitujen piirien integrointitason. Tämän prosessin tehtävänä on lähettää ja siirtää todenmukaisesti piirigrafiikkatiedot maskista (kutsutaan myös maskiksi) puolijohdemateriaalisubstraattiin.
Fotolitografiaprosessin perusperiaate on hyödyntää substraatin pinnalle päällystetyn fotoresistin fotokemiallista reaktiota piirikuvion tallentamiseksi maskiin, jolloin saavutetaan tarkoitus siirtää integroitu piirikuvio suunnittelusta alustalle.
Fotolitografian perusprosessi
Ensin fotoresisti levitetään substraatin pinnalle päällystyskoneella;
Sitten fotolitografiakonetta käytetään valoresistillä päällystetyn substraatin valottamiseksi, ja fotokemiallista reaktiomekanismia käytetään tallentamaan fotolitografiakoneen lähettämät maskikuviotiedot, mikä saattaa loppuun maskikuvion tarkkuuslähetyksen, siirron ja replikoinnin alustalle;
Lopuksi kehitettä käytetään valotetun substraatin kehittämiseen fotoresistien poistamiseksi (tai säilyttämiseksi), joka käy läpi valokemiallisen reaktion valotuksen jälkeen.
Toinen fotolitografiaprosessi
Jotta maskissa suunniteltu piirikuvio siirrettäisiin piikiekolle, siirto on ensin saatava aikaan valotusprosessilla ja sitten piikuvio saadaan etsausprosessilla.
Koska valolitografiaprosessialueen valaistuksessa käytetään keltaista valonlähdettä, jolle valoherkät materiaalit eivät ole herkkiä, sitä kutsutaan myös keltaiseksi valoalueeksi.
Fotolitografiaa käytettiin ensimmäisen kerran painoteollisuudessa, ja se oli pääteknologia varhaisessa piirilevyjen valmistuksessa. 1950-luvulta lähtien fotolitografiasta on vähitellen tullut valtavirtainen kuvionsiirron tekniikka IC-valmistuksessa.
Litografiaprosessin avainindikaattoreita ovat resoluutio, herkkyys, peittotarkkuus, vikasuhde jne.
Kriittisin materiaali fotolitografiaprosessissa on fotoresisti, joka on valoherkkä materiaali. Koska fotoresistin herkkyys riippuu valonlähteen aallonpituudesta, fotolitografiaprosesseihin tarvitaan erilaisia fotoresistimateriaaleja, kuten g/i-viiva, 248nm KrF ja 193nm ArF.
Tyypillisen fotolitografiaprosessin pääprosessi sisältää viisi vaihetta
:
-Peruskalvon valmistelu;
-Käytä fotoresistiä ja pehmeää leivontaa;
- Kohdistus, valotus ja altistuksen jälkeinen paistaminen;
-Kehitä kova elokuva;
-Kehityksen havaitseminen.
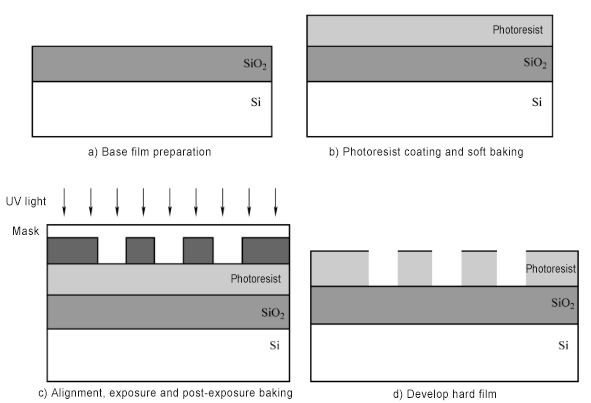
(1)Pohjakalvon valmistelu: pääasiassa puhdistus ja kuivaus. Koska mahdolliset epäpuhtaudet heikentävät fotoresistin ja kiekon välistä tarttuvuutta, perusteellinen puhdistus voi parantaa kiekon ja fotoresistin välistä tarttuvuutta.
(2)Valonkestävä pinnoite: Tämä saavutetaan pyörittämällä piikiekkoa. Erilaiset fotoresistit vaativat erilaisia pinnoitusprosessiparametreja, mukaan lukien pyörimisnopeus, fotoresistin paksuus ja lämpötila.
Pehmeä leivonta: Paistaminen voi parantaa fotoresistin ja piikiekon välistä tarttuvuutta sekä fotoresistin paksuuden tasaisuutta, mikä on hyödyllistä seuraavan etsausprosessin geometristen mittojen tarkassa hallinnassa.
(3)Kohdistus ja valotus: Kohdistus ja valotus ovat fotolitografiaprosessin tärkeimmät vaiheet. Ne viittaavat maskin kohdistamiseen kiekon olemassa olevaan kuvioon (tai etukerroksen kuvioon) ja sitten sen säteilyttämiseen tietyllä valolla. Valoenergia aktivoi fotoresistissä olevat valoherkät komponentit siirtäen siten maskin kuvion fotoresistille.
Kohdistukseen ja valotukseen käytetty laite on fotolitografiakone, joka on kallein yksittäinen prosessilaitteisto koko integroidun piirin valmistusprosessissa. Fotolitografiakoneen tekninen taso edustaa koko tuotantolinjan edistysastetta.
Valottamisen jälkeinen paistaminen: viittaa lyhyeen paistoprosessiin valotuksen jälkeen, jolla on erilainen vaikutus kuin syvä ultraviolettivaloresisteissä ja tavanomaisissa i-line-fotoresisteissa.
Syvän ultraviolettivaloresistin tapauksessa valotuksen jälkeinen paistaminen poistaa fotoresistissä olevat suojaavat komponentit, jolloin fotoresisti liukenee kehiteaineeseen, joten valotuksen jälkeinen paistaminen on välttämätöntä.
Perinteisten i-line fotoresistien tapauksessa valotuksen jälkeinen paistaminen voi parantaa fotoresistin tarttuvuutta ja vähentää seisovia aaltoja (seisovilla aalloilla on haitallinen vaikutus fotoresistin reunan morfologiaan).
(4)Kovan elokuvan kehittäminen: käyttämällä kehitettä fotoresistin (positiivisen fotoresistin) liukenevan osan liuottamiseen valotuksen jälkeen ja näyttämään maskikuvion tarkasti fotoresistikuviolla.
Kehitysprosessin avainparametreja ovat kehityslämpötila ja -aika, kehitteen annostus ja konsentraatio, puhdistus jne. Säätämällä tarvittavia parametreja kehitystyössä voidaan liukenemisnopeuden eroa fotoresistin valotettujen ja valottamattomien osien välillä kasvattaa. halutun kehitysvaikutuksen saavuttamiseksi.
Kovettumista kutsutaan myös kovettuvaksi paistamiseksi, joka on prosessi, jossa kehitetyssä fotoresistissä jäljellä oleva liuotin, kehite, vesi ja muut tarpeettomat jäännöskomponentit poistetaan kuumentamalla ja haihduttamalla niitä, jotta fotoresistin tarttuvuus piisubstraattiin ja parannetaan. fotoresistin etsauskestävyys.
Kovetusprosessin lämpötila vaihtelee riippuen eri fotoresisteista ja kovetusmenetelmistä. Lähtökohtana on, että fotoresistikuvio ei väänny ja fotoresististä tulee tehdä riittävän kova.
(5)Kehityksen tarkastus: Tarkoituksena on tarkistaa valoresistikuvion vikojen varalta kehityksen jälkeen. Yleensä kuvantunnistustekniikkaa käytetään automaattisesti skannaamaan sirukuvio kehityksen jälkeen ja vertaamaan sitä esitallennettuun virheettömään vakiokuvioon. Jos eroja havaitaan, sen katsotaan olevan viallinen.
Jos vikojen määrä ylittää tietyn arvon, piikiekon katsotaan epäonnistuneen kehitystestissä ja se voidaan tarvittaessa romuttaa tai työstää uudelleen.
Integroidun piirin valmistusprosessissa useimmat prosessit ovat peruuttamattomia, ja fotolitografia on yksi harvoista prosesseista, joita voidaan muokata.
Kolme fotomaskia ja valonkestävää materiaalia
3.1 Valokuvanaamio
Fotomaski, joka tunnetaan myös nimellä fotolitografiamaski, on mestari, jota käytetään integroitujen piirien kiekkojen valmistuksen fotolitografiaprosessissa.
Valomaskin valmistusprosessin tarkoituksena on muuntaa integroitujen piirien suunnittelijoiden suunnittelemat kiekkojen valmistukseen tarvittavat alkuperäiset asettelutiedot datamuotoon, jonka laserkuviogeneraattorit tai elektronisuihkuvalotuslaitteet voivat tunnistaa maskin tietojenkäsittelyn avulla, jotta ne voidaan valottaa edellä mainitut laitteet valoherkällä materiaalilla päällystetylle valonaamarin alustamateriaalille; sitten se käsitellään useilla prosesseilla, kuten kehitys ja syövytys kuvion kiinnittämiseksi alustamateriaaliin; lopuksi se tarkastetaan, korjataan, puhdistetaan ja kalvolaminoidaan maskituotteeksi ja toimitetaan integroidun piirin valmistajalle käytettäväksi.
3.2 Fotoresist
Fotoresisti, joka tunnetaan myös nimellä fotoresist, on valoherkkä materiaali. Sen sisältämät valoherkät komponentit käyvät läpi kemiallisia muutoksia valon säteilytyksen vaikutuksesta, mikä aiheuttaa muutoksia liukenemisnopeudessa. Sen päätehtävä on siirtää maskissa oleva kuvio alustalle, kuten kiekolle.
Fotoresistin toimintaperiaate: Ensin fotoresisti päällystetään alustalle ja esipaistetaan liuottimen poistamiseksi;
Toiseksi naamio altistuu valolle, jolloin valoherkät komponentit altistuneessa osassa käyvät läpi kemiallisen reaktion;
Sitten suoritetaan valotuksen jälkeinen paisto;
Lopuksi fotoresisti liukenee osittain kehityksen kautta (positiivisessa fotoresistissä valotettu alue liukenee; negatiivisessa fotoresistissä valottumaton alue liukenee), mikä toteuttaa integroidun piirikuvion siirtymisen maskista alustalle.
Fotoresistin komponentteja ovat pääasiassa kalvon muodostava hartsi, valoherkkä komponentti, hivenlisäaineet ja liuotin.
Niistä kalvon muodostavaa hartsia käytetään mekaanisten ominaisuuksien ja syövytyskestävyyden aikaansaamiseksi; valoherkkä komponentti käy läpi kemiallisia muutoksia valossa, mikä aiheuttaa muutoksia liukenemisnopeudessa;
Hivenlisäaineita ovat väriaineet, viskositeetin parantajat jne., joita käytetään parantamaan fotoresistin suorituskykyä; liuottimia käytetään komponenttien liuottamiseen ja tasaiseen sekoittamiseen.
Tällä hetkellä laajasti käytössä olevat fotoresistit voidaan jakaa perinteisiin fotoresisteihin ja kemiallisesti vahvistettuihin fotoresisteihin fotokemiallisen reaktiomekanismin mukaan, ja ne voidaan jakaa myös ultravioletti-, syvä-ultravioletti-, ääri-ultravioletti-, elektronisuihku-, ionisuihku- ja röntgenfotoresisteihin. valoherkkyyden aallonpituus.
Neljä fotolitografialaitetta
Fotolitografiatekniikka on käynyt läpi kontakti-/läheisyyslitografian, optisen projektiolitografian, askel- ja toistolitografian, pyyhkäisylitografian, upotuslitografian ja EUV-litografian kehitysprosessin.
4.1 Kontakti-/läheisyyslitografiakone
Kontaktilitografiatekniikka ilmestyi 1960-luvulla ja sitä käytettiin laajalti 1970-luvulla. Se oli tärkein litografiamenetelmä pienimuotoisten integroitujen piirien aikakaudella, ja sitä käytettiin pääasiassa integroitujen piirien tuottamiseen, joiden piirrekoko oli yli 5 μm.
Kontakti-/läheisyyslitografiakoneessa kiekko sijoitetaan yleensä manuaalisesti ohjattavalle vaaka-asentoon ja pyörivälle työpöydälle. Käyttäjä tarkkailee samanaikaisesti maskin ja kiekon asentoa erillisen kenttämikroskoopin avulla ja ohjaa käsin työpöydän asentoa maskin ja kiekon kohdistamiseksi. Kun kiekko ja maski on kohdistettu, ne puristetaan yhteen niin, että maski on suorassa kosketuksessa kiekon pinnalla olevan fotoresistin kanssa.
Kun mikroskoopin objektiivi on poistettu, puristettu kiekko ja maski siirretään valotuspöydälle valotusta varten. Elohopealampun lähettämä valo on kollimoitunut ja yhdensuuntainen maskin kanssa linssin läpi. Koska maski on suorassa kosketuksessa kiekon fotoresistikerroksen kanssa, maskin kuvio siirretään valonkestävälle kerrokselle suhteessa 1:1 valotuksen jälkeen.
Kosketuslitografialaitteet ovat yksinkertaisin ja taloudellisin optinen litografialaite, ja niillä voidaan paljastaa alle mikronin piirrekokoisia grafiikoita, joten niitä käytetään edelleen pienten erien valmistuksessa ja laboratoriotutkimuksessa. Laajamittainen integroitujen piirien tuotannossa otettiin käyttöön proximity-litografiatekniikka, jotta vältytään litografiakustannusten nousulta, joka aiheutuu maskin ja kiekon välisestä suorasta kosketuksesta.
Läheisyyslitografiaa käytettiin laajalti 1970-luvulla pienten integroitujen piirien aikakaudella ja keskikokoisten integroitujen piirien aikakaudella. Toisin kuin kontaktilitografiassa, lähilitografiassa maski ei ole suorassa kosketuksessa kiekon fotoresistin kanssa, vaan jää typellä täytetty rako. Naamio kelluu typen päällä, ja maskin ja kiekon välisen raon koon määrää typen paine.
Koska lähilitografiassa ei ole suoraa kosketusta kiekon ja maskin välillä, litografiaprosessin aikana ilmenevät viat vähenevät, mikä vähentää maskin häviötä ja parantaa kiekon saantoa. Proximity-litografiassa kiekon ja maskin välinen rako asettaa kiekon Fresnel-diffraktioalueelle. Diffraktion läsnäolo rajoittaa läheisyyslitografialaitteiden tarkkuuden edelleen parantamista, joten tämä tekniikka soveltuu pääasiassa integroitujen piirien valmistukseen, jonka piirrekoko on yli 3 μm.
4.2 Stepperi ja toistin
Stepper on yksi kiekkolitografian historian tärkeimmistä laitteista, joka on edistänyt submikronin litografiaprosessin massatuotantoa. Stepper käyttää tyypillistä staattista valotuskenttää 22 mm × 22 mm ja optista projektiolinssiä, jonka pienennyssuhde on 5:1 tai 4:1 maskin kuvion siirtämiseen kiekolle.
Askel- ja toistolitografiakone koostuu yleensä valotusalijärjestelmästä, työkappalevaiheen alijärjestelmästä, maskivaiheen alijärjestelmästä, tarkennus-/tasoitusalijärjestelmästä, kohdistusalijärjestelmästä, pääkehyksen osajärjestelmästä, kiekon siirtoalijärjestelmästä, maskin siirtoalijärjestelmästä. , elektroninen osajärjestelmä ja ohjelmistoalijärjestelmä.
Tyypillinen vaiheittaisen litografiakoneen työskentelyprosessi on seuraava:
Ensin fotoresistillä päällystetty kiekko siirretään työkappalepöydälle kiekonsiirto-alijärjestelmän avulla ja valotettava maski siirretään maskipöytään maskinsiirto-alijärjestelmän avulla;
Sitten järjestelmä käyttää tarkennus-/tasoitusalijärjestelmää suorittaakseen monipisteen korkeusmittauksen kiekolle työkappaletasolla saadakseen tietoja, kuten valotettavan kiekon pinnan korkeuden ja kallistuskulman, jotta valotusalue kiekkoa voidaan aina ohjata projisointiobjektin polttosyvyyden sisällä valotusprosessin aikana;Tämän jälkeen järjestelmä käyttää kohdistusalijärjestelmää maskin ja kiekon kohdistamiseen siten, että valotusprosessin aikana maskin kuvan ja kiekkokuvion siirron sijaintitarkkuus on aina peittokuvavaatimusten mukainen.
Lopuksi koko kiekon pinnan askel- ja valotustoiminto suoritetaan määrätyn polun mukaisesti kuvionsiirtofunktion toteuttamiseksi.
Myöhempi askel- ja skannerilitografiakone perustuu yllä olevaan perustyöprosessiin, joka parantaa askeltamista → skannaukseen altistumista → valotusta ja tarkennusta/tasoitusta → kohdistusta → valotusta kaksivaiheisessa mallissa mittaukseen (tarkennus/tasaus → kohdistus) ja skannaukseen. altistuminen rinnakkain.
Verrattuna askel- ja skannauslitografiakoneeseen, askel- ja toistolitografiakoneen ei tarvitse saavuttaa maskin ja kiekon synkronista käänteistä skannausta, eikä se vaadi skannausmaskitaulukkoa ja synkronista skannauksen ohjausjärjestelmää. Siksi rakenne on suhteellisen yksinkertainen, kustannukset ovat suhteellisen alhaiset ja toiminta on luotettava.
Sen jälkeen, kun IC-tekniikka tuli 0,25 μm:iin, askel- ja toistettavan litografian käyttö alkoi vähentyä, koska askel- ja skannauslitografian edut skannauskentässä ja valotuksen yhtenäisyydessä olivat. Tällä hetkellä Nikonin uusimmassa vaiheittaisessa litografiassa on yhtä suuri staattisen valotuksen näkökenttä kuin askel- ja skannauslitografialla, ja se pystyy käsittelemään yli 200 kiekkoa tunnissa erittäin korkealla tuotantotehokkuudella. Tämän tyyppistä litografiakonetta käytetään tällä hetkellä pääasiassa ei-kriittisten IC-kerrosten valmistukseen.
4.3 Stepper-skanneri
Step-and-scan-litografian soveltaminen alkoi 1990-luvulla. Määrittämällä erilaisia valotusvalonlähteitä, step-and-scan-tekniikka voi tukea erilaisia prosessiteknologian solmuja 365 nm, 248 nm, 193 nm upotuksesta EUV-litografiaan. Toisin kuin askel- ja toistolitografia, askel- ja skannauslitografian yhden kentän valotus ottaa käyttöön dynaamisen skannauksen, toisin sanoen maskilevy suorittaa skannausliikkeen synkronisesti kiekkoon nähden; kun nykyinen kenttävalotus on valmis, kiekko kulkee työkappalevaiheessa ja siirretään seuraavaan skannauskentän sijaintiin, ja toistuva valotus jatkuu; toista vaihe- ja skannausvalotus useita kertoja, kunnes koko kiekon kaikki kentät tulevat näkyviin.
Konfiguroimalla erityyppisiä valonlähteitä (kuten i-line, KrF, ArF), stepper-skanneri voi tukea melkein kaikkia puolijohdeetupään prosessin teknologiasolmuja. Tyypilliset piipohjaiset CMOS-prosessit ovat ottaneet käyttöön suuria määriä stepper-skannereita 0,18 μm:n solmun jälkeen; Extreme ultraviolet (EUV) litografiakoneet, joita tällä hetkellä käytetään alle 7 nm:n prosessisolmuissa, käyttävät myös stepper-skannausta. Osittain mukautuvan muokkauksen jälkeen stepper-skanneri voi tukea myös monien ei-piipohjaisten prosessien, kuten MEMS-, teholaitteiden ja RF-laitteiden, tutkimusta, kehitystä ja tuotantoa.
Tärkeimmät askel- ja skannauslitografiakoneiden valmistajat ovat ASML (Alankomaat), Nikon (Japani), Canon (Japani) ja SMEE (Kiina). ASML lanseerasi TWINSCAN-sarjan askel- ja skannauslitografiakoneita vuonna 2001. Se ottaa käyttöön kaksivaiheisen järjestelmäarkkitehtuurin, joka voi tehokkaasti parantaa laitteiden lähtönopeutta, ja siitä on tullut laajimmin käytetty huippuluokan litografiakone.
4.4 Upotuslitografia
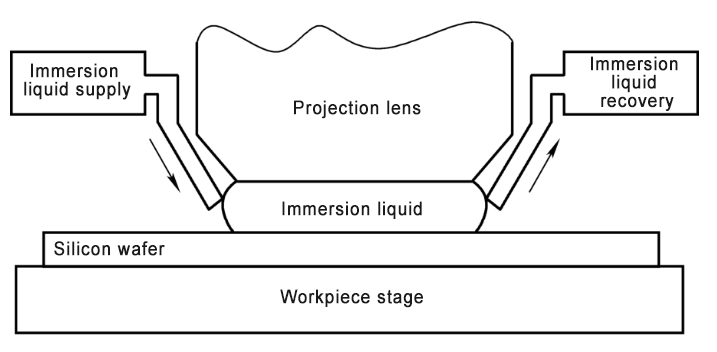
Rayleighin kaavasta voidaan nähdä, että kun valotusaallonpituus pysyy muuttumattomana, tehokas tapa parantaa kuvantamisresoluutiota on lisätä kuvantamisjärjestelmän numeerista aukkoa. Alle 45 nm:n ja sitä korkeammilla kuvantamisresoluutioilla ArF-kuivavalotusmenetelmä ei enää täytä vaatimuksia (koska se tukee 65 nm:n enimmäiskuvausresoluutiota), joten on tarpeen ottaa käyttöön immersiolitografiamenetelmä. Perinteisessä litografiatekniikassa linssin ja fotoresistin väliaineena on ilma, kun taas immersiolitografiatekniikka korvaa ilmaväliaineen nesteellä (yleensä ultrapuhdas vesi, jonka taitekerroin on 1,44).
Itse asiassa upotuslitografiatekniikka käyttää valonlähteen aallonpituuden lyhentämistä sen jälkeen, kun valo kulkee nestemäisen väliaineen läpi resoluution parantamiseksi, ja lyhennyssuhde on nestemäisen väliaineen taitekerroin. Vaikka upotuslitografiakone on eräänlainen step-and-scan-litografiakone, eikä sen laitejärjestelmäratkaisu ole muuttunut, se on ArF-askel- ja skannaus-litografiakoneen muunnelma ja laajennus johtuen siihen liittyvien avainteknologioiden käyttöönotosta. upotukseen.
Upotuslitografian etuna on, että järjestelmän numeerisen aukon kasvun ansiosta stepper-skannerin litografiakoneen kuvantamisresoluutio paranee, mikä pystyy täyttämään alle 45 nm:n kuvantamisen resoluution prosessivaatimukset.
Koska upotuslitografiakone käyttää edelleen ArF-valonlähdettä, prosessin jatkuvuus on taattu, mikä säästää valonlähteen, laitteiden ja prosessin T&K-kustannuksia. Tältä pohjalta yhdistettynä usean grafiikan ja laskennallisen litografian teknologiaan upotettua litografiakonetta voidaan käyttää prosessisolmuissa, joiden aallonpituus on 22 nm tai sitä pienempi. Ennen kuin EUV-litografiakone otettiin virallisesti massatuotantoon, upotuslitografiakonetta oli käytetty laajasti ja se pystyi täyttämään 7nm-solmun prosessivaatimukset. Upotusnesteen käyttöönoton ansiosta itse laitteiston tekniset vaikeudet ovat kuitenkin lisääntyneet merkittävästi.
Sen keskeisiä teknologioita ovat upotusnesteen syöttö- ja talteenottotekniikka, upotusnesteen kentän ylläpitotekniikka, immersiolitografia-saasteiden ja vikojen hallintatekniikka, ultrasuurten numeerisen aukon immersioprojektiolinssien kehitys ja huolto sekä kuvantamisen laadun tunnistustekniikka upotusolosuhteissa.
Tällä hetkellä kaupallisia ArFi-askel- ja skannauslitografiakoneita toimittaa pääasiassa kaksi yritystä, nimittäin hollantilainen ASML ja japanilainen Nikon. Niistä yhden ASML NXT1980 Di:n hinta on noin 80 miljoonaa euroa.
4.5 Extreme Ultraviolet Litography Machine
Fotolitografian resoluution parantamiseksi valotuksen aallonpituutta lyhennetään edelleen sen jälkeen, kun eksimeerivalolähde on otettu käyttöön, ja äärimmäinen ultraviolettivalo, jonka aallonpituus on 10-14 nm, otetaan käyttöön valotusvalolähteeksi. Äärimmäisen ultraviolettivalon aallonpituus on erittäin lyhyt, ja käytettävä heijastava optinen järjestelmä koostuu yleensä monikerroksisista kalvoheijastimista, kuten Mo/Si tai Mo/Be.
Niistä Mo/Si-monikerroskalvon teoreettinen maksimiheijastavuus aallonpituusalueella 13,0-13,5 nm on noin 70 % ja Mo/Be-monikerroskalvon teoreettinen maksimiheijastavuus lyhyemmällä aallonpituudella 11,1 nm on noin 80 %. Vaikka Mo/Be-monikerroskalvoheijastimien heijastavuus on korkeampi, Be on erittäin myrkyllistä, joten tällaisten materiaalien tutkimuksesta luovuttiin EUV-litografiateknologiaa kehitettäessä.Nykyinen EUV-litografiatekniikka käyttää Mo/Si-monikerroskalvoa, ja sen valotusaallonpituudeksi on myös määritetty 13,5 nm.
Valtavirran äärimmäinen ultraviolettivalolähde käyttää laser-tuotettua plasmatekniikkaa (LPP), joka käyttää korkean intensiteetin lasereita herättämään kuumasulavaa Sn-plasmaa lähettämään valoa. Valonlähteen teho ja saatavuus ovat pitkään olleet EUV-litografiakoneiden tehokkuutta rajoittavia pullonkauloja. Pääoskillaattorin tehovahvistimen, ennustavan plasmatekniikan (PP) ja in situ -keräyspeilien puhdistustekniikan ansiosta EUV-valonlähteiden teho ja vakaus ovat parantuneet huomattavasti.
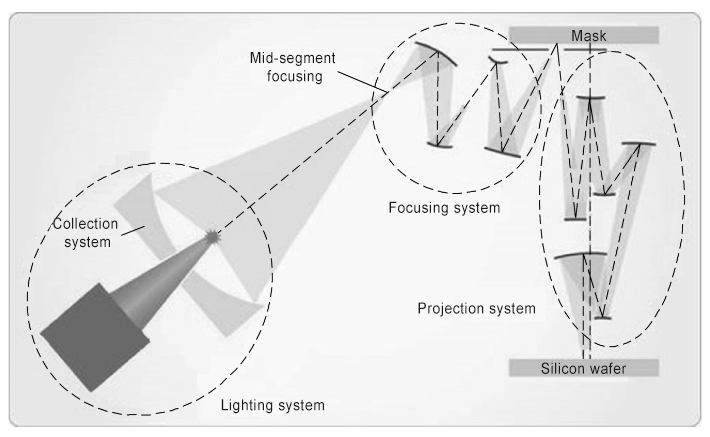
EUV-litografiakone koostuu pääasiassa alajärjestelmistä, kuten valonlähde, valaistus, objektiivilinssi, työkappaletaso, maskivaihe, kiekkojen kohdistus, tarkennus/tasaus, maskin lähetys, kiekkojen lähetys ja tyhjiökehys. Kun äärimmäinen ultraviolettivalo on kulkenut monikerroksisista päällystetyistä heijastimista koostuvan valaistusjärjestelmän läpi, se säteilytetään heijastavaan maskiin. Maskin heijastama valo tulee optiseen kokonaisheijastuskuvausjärjestelmään, joka koostuu sarjasta heijastimia, ja lopuksi maskin heijastunut kuva projisoidaan kiekon pinnalle tyhjiöympäristössä.
EUV-litografiakoneen valotusnäkökenttä ja kuvantamisen näkökenttä ovat molemmat kaaren muotoisia, ja vaiheittaista skannausmenetelmää käytetään täydellisen kiekon valotuksen saavuttamiseksi ulostulonopeuden parantamiseksi. ASML:n edistyksellisimmässä NXE-sarjan EUV-litografiakoneessa on valotusvalolähde, jonka aallonpituus on 13,5 nm, heijastava maski (6° vino tulo), 4x-vähennysheijastava projektioobjektiivijärjestelmä, jossa on 6-peilirakenne (NA=0,33), skannauksen näkökenttä 26 mm × 33 mm ja tyhjiöaltistusympäristö.
Verrattuna upotuslitografiakoneisiin, äärimmäisiä ultraviolettivalolähteitä käyttävien EUV-litografiakoneiden kertavalotustarkkuus on parantunut huomattavasti, mikä voi tehokkaasti välttää monimutkaisen prosessin, jota tarvitaan useiden fotolitografioiden muodostamiseen korkearesoluutioisen grafiikan muodostamiseksi. Tällä hetkellä NXE 3400B -litografiakoneen, jonka numeerinen aukko on 0,33, yhden valotuksen tarkkuus saavuttaa 13 nm ja ulostulonopeus 125 kappaletta/h.
Täyttääkseen Mooren lain lisälaajennustarpeet EUV-litografiakoneet, joiden numeerinen aukko on 0,5, ottavat käyttöön projisointiobjektiivijärjestelmän, jossa on keskusvalonesto ja jossa käytetään epäsymmetristä suurennusta 0,25 kertaa / 0,125 kertaa. skannauksen valotuksen näkökenttä pienenee 26m × 33mm:stä 26mm × 16,5mm:iin, ja yhden valotuksen resoluutio voi saavuttaa alle 8nm.
——————————————————————————————————————————————————— ———————————
Semicera voi tarjotagrafiittiosat, pehmeä/jäykkä huopa, piikarbidin osat, CVD piikarbidiosat, jaSiC/TaC-pinnoitetut osattäydellä puolijohdeprosessilla 30 päivässä.
Jos olet kiinnostunut yllä olevista puolijohdetuotteista,älä epäröi ottaa meihin yhteyttä ensimmäisen kerran.
Puh: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Postitusaika: 31.8.2024