Kiekot ovat tärkeimpiä raaka-aineita integroitujen piirien, erillisten puolijohdelaitteiden ja teholaitteiden valmistuksessa. Yli 90 % integroiduista piireistä on valmistettu erittäin puhtaista ja laadukkaista kiekoista.
Kiekkojen valmistuslaitteistolla tarkoitetaan prosessia, jossa puhtaista monikiteisistä piimateriaaleista valmistetaan tietyn halkaisijan ja pituuden omaavia yksikidesauvamateriaaleja ja sitten piin yksikiteiset sauvamateriaalit alistetaan sarjalle mekaanista käsittelyä, kemiallista käsittelyä ja muita prosesseja.
Laitteet, jotka valmistavat piikiekkoja tai epitaksiaalisia piikiekkoja, jotka täyttävät tietyt geometriset tarkkuus- ja pinnanlaatuvaatimukset ja tarjoavat tarvittavan piisubstraatin sirujen valmistukseen.
Tyypillinen prosessivirta halkaisijaltaan alle 200 mm:n piikiekkojen valmistuksessa on:
Yksikiteinen kasvu → katkaisu → ulkohalkaisija valssaus → viipalointi → viisto → hionta → syövytys → kiillotus → puhdistus → epitaksi → pakkaus jne.
Pääprosessin kulku halkaisijaltaan 300 mm:n piikiekkojen valmistukseen on seuraava:
Yksikidekasvatus → katkaisu → ulkohalkaisijan valssaus → viipalointi → viisto → pinnan hionta → etsaus → reunan kiillotus → kaksipuolinen kiillotus → yksipuolinen kiillotus → loppupuhdistus → epitaksi/hehkutus → pakkaus jne.
1.Pii materiaali
Pii on puolijohdemateriaali, koska siinä on 4 valenssielektronia ja se on jaksollisen järjestelmän ryhmässä IVA muiden alkuaineiden kanssa.
Valenssielektronien lukumäärä piissä asettaa sen oikean johtimen (1 valenssielektroni) ja eristimen (8 valenssielektronia) väliin.
Puhdasta piitä ei löydy luonnosta, ja se on uutettava ja puhdistettava, jotta se on riittävän puhdasta valmistusta varten. Sitä löytyy yleensä piidioksidista (piioksidi tai SiO2) ja muista silikaateista.
Muita SiO2:n muotoja ovat lasi, väritön kristalli, kvartsi, akaatti ja kissansilmä.
Ensimmäinen puolijohteena käytetty materiaali oli germanium 1940-luvulla ja 1950-luvun alussa, mutta se korvattiin nopeasti piillä.
Pii valittiin pääpuolijohdemateriaaliksi neljästä syystä:
Runsaasti piimateriaaleja: Pii on maan toiseksi yleisin alkuaine, ja sen osuus maankuoresta on 25 %.
Piimateriaalin korkeampi sulamispiste mahdollistaa laajemman prosessitoleranssin: piin sulamispiste 1412°C:ssa on paljon korkeampi kuin germaniumin sulamispiste 937°C:ssa. Korkeampi sulamispiste mahdollistaa piin kestävyyden korkeissa lämpötiloissa.
Piimateriaalien käyttölämpötila-alue on laajempi;
Piioksidin (SiO2) luonnollinen kasvu: SiO2 on korkealaatuinen, vakaa sähköeristysmateriaali ja toimii erinomaisena kemiallisena esteenä suojaamaan piitä ulkoiselta saastumiselta. Sähköinen vakaus on tärkeää, jotta vältetään vuodot vierekkäisten johtimien välillä integroiduissa piireissä. Kyky kasvattaa stabiileja ohuita kerroksia SiO2-materiaalista on olennaista korkean suorituskyvyn metallioksidipuolijohdelaitteiden (MOS-FET) valmistuksessa. SiO2:lla on samanlaiset mekaaniset ominaisuudet kuin piillä, mikä mahdollistaa korkean lämpötilan käsittelyn ilman liiallista piikiekkojen vääntymistä.
2.Viekkojen valmistus
Puolijohdekiekot leikataan bulkkipuolijohdemateriaaleista. Tätä puolijohdemateriaalia kutsutaan kidesauvaksi, joka on kasvatettu suuresta monikiteisen ja seostamattoman sisäisen materiaalin lohkosta.
Monikiteisen kappaleen muuntamista suureksi yksikiteeksi ja oikean kideorientaation antamista ja sopivan määrän N- tai P-tyyppistä seostusta kutsutaan kiteen kasvattamiseksi.
Yleisimmät teknologiat piikiekkojen valmistukseen tarkoitettujen yksikiteisten piiharkkojen valmistamiseksi ovat Czochralskin menetelmä ja vyöhykesulatusmenetelmä.
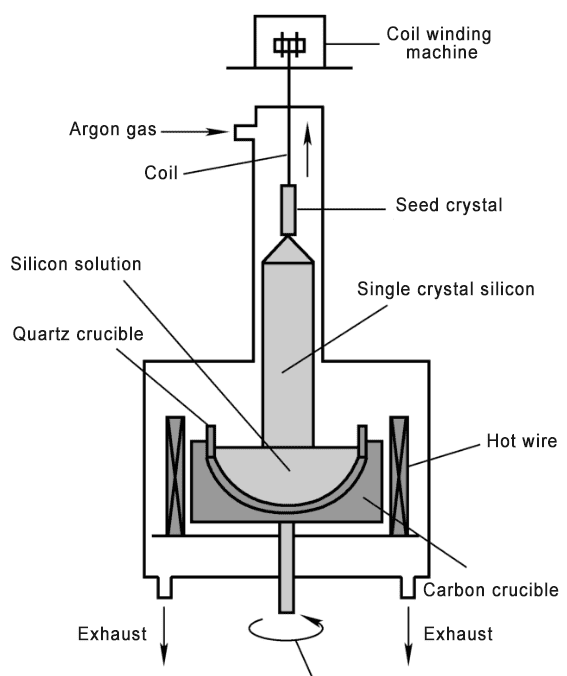
2.1 Czochralskin menetelmä ja Czochralskin yksikideuuni
Czochralskin (CZ) menetelmä, joka tunnetaan myös nimellä Czochralskin (CZ) menetelmä, viittaa prosessiin, jossa sula puolijohdelaatuista piinestettä muunnetaan kiinteiksi yksikiteisiksi piiharkoiksi, joilla on oikea kidesuuntaus ja seostettu N-tyyppisiksi tai P- tyyppi.
Tällä hetkellä yli 85 % yksikiteisestä piistä kasvatetaan Czochralskin menetelmällä.
Czochralskin yksikideuunilla tarkoitetaan prosessilaitteistoa, joka sulattaa erittäin puhtaita polypiimateriaaleja nesteeksi kuumentamalla suljetussa suurtyhjössä tai jalokaasulla (tai inerttikaasulla) suojatussa ympäristössä ja sitten kiteyttää ne uudelleen muodostamaan yksikiteisiä piimateriaaleja tiettyjen ulkoisten kanssa. mitat.
Yksikideuunin toimintaperiaate on fyysinen prosessi, jossa monikiteinen piimateriaali kiteytyy uudelleen yksikiteiseksi piimateriaaliksi nestemäisessä tilassa.
CZ-yksikideuuni voidaan jakaa neljään osaan: uunin runko, mekaaninen voimansiirtojärjestelmä, lämmitys- ja lämpötilansäätöjärjestelmä sekä kaasunsiirtojärjestelmä.
Uunin runko sisältää uunin ontelon, siemenkideakselin, kvartsiupokkaan, dopinglusikan, siemenkidekannen ja havaintoikkunan.
Uunin ontelon tarkoituksena on varmistaa, että uunin lämpötila jakautuu tasaisesti ja että se voi haihduttaa lämpöä hyvin; siemenkideakselia käytetään ajamaan siemenkidettä liikkumaan ylös ja alas ja pyörimään; seostettavat epäpuhtaudet laitetaan dopinglusikkaan;
Siemenkiteen kansi suojaa siemenkidettä saastumiselta. Mekaanista voimansiirtojärjestelmää käytetään pääasiassa siemenkiteen ja upokkaan liikkeen ohjaamiseen.
Sen varmistamiseksi, että piiliuos ei hapetu, tyhjöasteen uunissa on oltava erittäin korkea, yleensä alle 5 Torr, ja lisätyn inertin kaasun puhtauden on oltava yli 99,9999 %.
Palaa yksikiteistä piitä, jolla on haluttu kideorientaatio, käytetään siemenkiteenä piiharkon kasvattamiseen, ja kasvatettu piiharkko on kuin kopio siemenkiteestä.
Olosuhteet sulan piin ja yksikiteisen piin siemenkiteen rajapinnassa on säädettävä tarkasti. Nämä olosuhteet varmistavat, että ohut piikerros voi tarkasti jäljitellä siemenkiteen rakenteen ja kasvaa lopulta suureksi yksikiteiseksi piiharkoksi.
2.2 Vyöhykesulatusmenetelmä ja vyöhykesulatus yksikideuuni
Float zone -menetelmällä (FZ) saadaan yksikiteisiä piiharkkoja, joiden happipitoisuus on erittäin alhainen. Float zone -menetelmä kehitettiin 1950-luvulla ja sillä voidaan tuottaa tähän mennessä puhtainta yksikidepiitä.
Vyöhykesulattavalla yksikideuunilla tarkoitetaan uunia, joka käyttää vyöhykesulatuksen periaatetta tuottamaan kapea sulamisvyöhyke monikiteiseen sauvaan monikiteisen sauvauunin rungon korkean lämpötilan kapean suljetun alueen läpi korkeassa tyhjiössä tai harvinaisessa kvartsiputkikaasussa. suojeleva ympäristö.
Prosessilaitteisto, joka liikuttaa monikiteistä sauvaa tai uunin kuumennuskappaletta sulatusvyöhykkeen siirtämiseksi ja sen asteittaiseksi kiteyttämiseksi yksikidesauvaksi.
Yksikidesauvojen valmistuksen vyöhykesulatusmenetelmällä ominaisuus on, että monikiteisten sauvojen puhtautta voidaan parantaa kiteytysprosessissa yksikidesauvoiksi ja sauvamateriaalien seostuskasvu on tasaisempaa.
Vyöhykesulatusyksikideuunien tyypit voidaan jakaa kahteen tyyppiin: pintajännitykseen perustuvat kelluvan vyöhykkeen yksikideuunit ja vaakasuorat yksikideuunit. Käytännön sovelluksissa vyöhykesulatusyksikideuunit käyttävät yleensä kelluvan vyöhykkeen sulatusta.
Vyöhykesulatusyksikideuunissa voidaan valmistaa erittäin puhdasta, vähän happipitoista yksikidepiitä ilman upokkaan tarvetta. Sitä käytetään pääasiassa korkearesistiivisen (> 20 kΩ·cm) yksikiteisen piin valmistukseen ja vyöhykesulavan piin puhdistamiseen. Näitä tuotteita käytetään pääasiassa erillisten teholaitteiden valmistukseen.
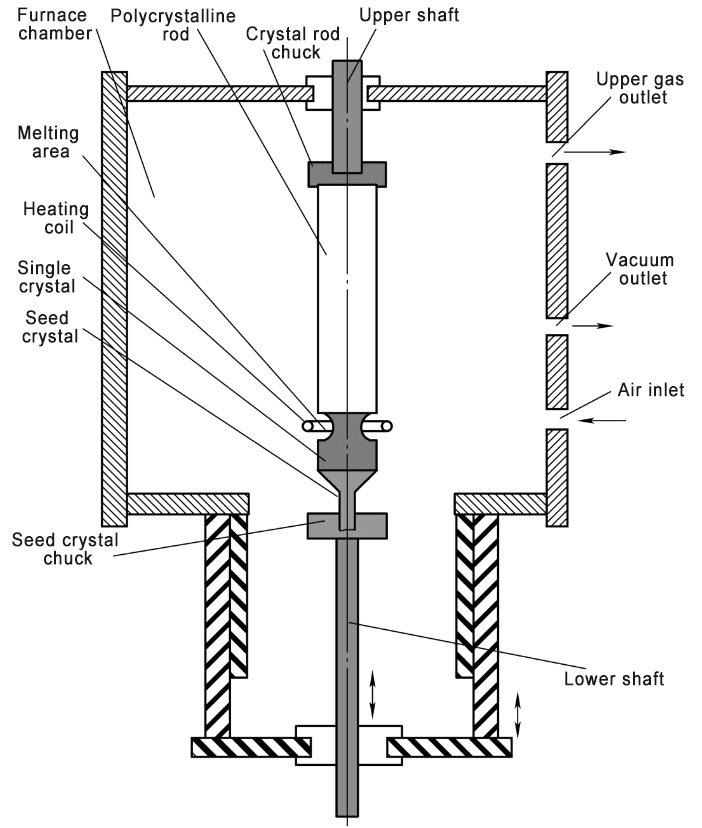
Vyöhykesulatusyksikideuuni koostuu uunikammiosta, ylemmästä akselista ja alemmasta akselista (mekaaninen voimansiirtoosa), kidetankoistukasta, siemenkristalliistukasta, lämmityskäämistä (korkeataajuusgeneraattori), kaasuporteista (tyhjiöportti, kaasun sisääntulo, ylempi kaasun ulostulo) jne.
Uunin kammiorakenteessa on järjestetty jäähdytysveden kierto. Yksikideuunin ylemmän akselin alapää on kidetankoistukka, jota käytetään monikiteisen sauvan kiinnittämiseen; alemman akselin yläpää on siemenkideistukka, jota käytetään siemenkiteen kiinnittämiseen.
Lämmityspatteriin syötetään suurtaajuinen teholähde ja monikiteiseen sauvaan muodostuu kapea sulamisvyöhyke alapäästä alkaen. Samanaikaisesti ylempi ja alempi akseli pyörivät ja laskeutuvat, jolloin sulamisvyöhyke kiteytyy yhdeksi kiteeksi.
Vyöhykesulatuksen yksikideuunin edut ovat, että se ei voi vain parantaa valmistetun yksikiteen puhtautta, vaan myös tehdä sauvan seostuskasvusta tasaisemman, ja yksikidesauva voidaan puhdistaa useilla prosesseilla.
Vyöhykesulatusyksikideuunin haittoja ovat korkeat prosessikustannukset ja valmistetun yksikiteisen pieni halkaisija. Tällä hetkellä valmistettavan yksittäiskiteen suurin halkaisija on 200 mm.
Vyöhykesulatusyksikön yksikideuunilaitteiston kokonaiskorkeus on suhteellisen korkea, ja ylemmän ja alemman akselin isku on suhteellisen pitkä, joten pidempiä yksikidesauvoja voidaan kasvattaa.
3. Kiekkojen käsittely ja laitteet
Kidesauvan on käytävä läpi sarja prosesseja puolijohteiden valmistuksen vaatimukset täyttävän piisubstraatin, nimittäin kiekon, muodostamiseksi. Käsittelyn perusprosessi on:
Rumppaus, leikkaus, viipalointi, kiekkojen hehkutus, viisto, hionta, kiillotus, puhdistus ja pakkaus jne.
3.1 Kiekkojen hehkutus
Monikiteisen piin ja Czochralskin piin valmistusprosessissa yksikidepii sisältää happea. Tietyssä lämpötilassa yksikiteisen piin happi luovuttaa elektroneja ja happi muuttuu hapen luovuttajiksi. Nämä elektronit yhdistyvät piikiekon epäpuhtauksiin ja vaikuttavat piikiekon resistiivisyyteen.
Hehkutusuuni: viittaa uuniin, joka nostaa uunin lämpötilan 1000-1200°C:een vety- tai argonympäristössä. Pitämällä lämpimänä ja viilentämällä kiillotetun piikiekon pinnan lähellä oleva happi haihtuu ja poistetaan sen pinnalta, jolloin happi saostuu ja kerrostuu.
Prosessilaitteisto, joka liuottaa piikiekkojen pinnan mikroviat, vähentää epäpuhtauksien määrää piikiekkojen pinnan lähellä, vähentää vikoja ja muodostaa suhteellisen puhtaan alueen piikiekkojen pintaan.
Hehkutusuunia kutsutaan myös korkean lämpötilan uuniksi sen korkean lämpötilan vuoksi. Teollisuus kutsuu piikiekkojen hehkutusprosessia myös getteringiksi.
Piikiekkojen hehkutusuuni on jaettu:
-Vaakasuuntainen hehkutusuuni;
-Pystysuuntainen hehkutusuuni;
- Pikahehkutusuuni.
Suurin ero vaakasuuntaisen hehkutusuunin ja pystysuoran hehkutusuunin välillä on reaktiokammion sijoittelusuunta.
Vaakasuoran hehkutusuunin reaktiokammio on rakenteeltaan vaakasuora, ja hehkutusuunin reaktiokammioon voidaan samanaikaisesti ladata erä piikiekkoja hehkutusta varten. Hehkutusaika on yleensä 20-30 minuuttia, mutta reaktiokammio tarvitsee pidemmän kuumennusajan saavuttaakseen hehkutusprosessin vaatiman lämpötilan.
Pystysuoran hehkutusuunin prosessissa käytetään myös menetelmää, jossa piikiekkojen erä ladataan samanaikaisesti hehkutusuunin reaktiokammioon hehkutuskäsittelyä varten. Reaktiokammio on rakenteeltaan pystysuora, mikä mahdollistaa piikiekkojen sijoittamisen kvartsiveneeseen vaakasuorassa tilassa.
Samaan aikaan, koska kvartsivene voi pyöriä kokonaisuutena reaktiokammiossa, reaktiokammion hehkutuslämpötila on tasainen, lämpötilan jakautuminen piikiekolla on tasainen ja sillä on erinomaiset hehkutuksen tasaisuusominaisuudet. Pystyhehkutusuunin prosessikustannukset ovat kuitenkin korkeammat kuin vaakasuuntaisen hehkutusuunin.
Pikahehkutusuunissa käytetään halogeenivolframilamppua piikiekon suoraan lämmittämiseen, mikä voi saavuttaa nopean kuumennuksen tai jäähdytyksen laajalla alueella 1-250 °C/s. Lämmitys- tai jäähdytysnopeus on nopeampi kuin perinteisessä hehkutusuunissa. Reaktiokammion lämpötilan lämmittäminen yli 1100°C:een kestää vain muutaman sekunnin.
——————————————————————————————————————————————————— ——
Semicera voi tarjotagrafiittiosat,pehmeä/jäykkä huopa,piikarbidin osat, CVD piikarbidiosat, jaSiC/TaC-pinnoitetut osattäydellä puolijohdeprosessilla 30 päivässä.
Jos olet kiinnostunut yllä olevista puolijohdetuotteista, älä epäröi ottaa meihin yhteyttä ensimmäisen kerran.
Puh: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Postitusaika: 26.8.2024